


Laser measurement systems
Basic principles and applications
If you use laser measurement systems, you know the basics. But if you haven’t thought about implementing it in your firm, or try to learn about it, you are on the right website! Let us walk through the basic principles!
How does a HeNe-Laser work?
A laser (light amplification by stimulated emission of radiation) is characterized by highly concentrated, directed, and in our case monochromatic light. A He-Ne laser uses an atmosphere of helium and neon as resonator. The dimensions of the resonator cause stimulated transitions of quantum-mechanic states, from base level states to excited states (stimulation). By pumping the laser with energy, this light (emission) is enhanced by a factor of thousands (amplification). The resonator is “open-ended” on one side, where about 0.1% of the light leaves the laser and can be used for your measurement purposes!
Details of the exact technical dimensions and construction of industrial quality lasers are well-kept secrets and are protected by letters of patent.
Properties and applications
Laser light from He-Ne lasers has high coherence and a wave length of 632.8nm. An output power of a few mW are sufficient for almost all optical methods of measurement. Non-mechanical measurements are important components when validating industrial procedures of highly senstive products, like rotating parts, valves, and products with high plasticity.
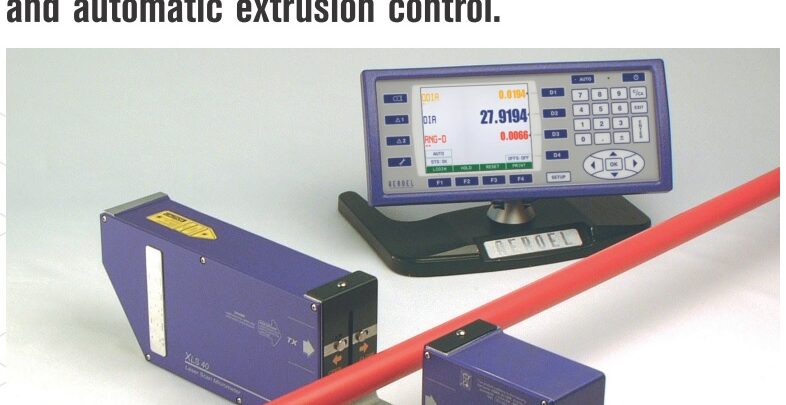
How does a laster scanner work?
The laser beam is spead and collimated into a “ribbon” of light. If done well, that “ribbon” is passed through in a linear fashion. After passing a window, the “ribbon” with hit the object that is measured. The light is collected on the other side, where and electronic signal is generated and studied. The onject casts a shadow, which can be used to calculate the dimension of the object. This value will be shown over the display V24 (RS 232).
source: www.aeroel.it
Applications for laser measurement systems:
Laser measurment systems have the following unique qualities, and are used for following measurements:
- fast and precise measurements (without the possibility of human error)
- direct documentation of measurement over data interface
- parts with highests precision, e.g. damping piston with diametre of 2.9876 mm. Classification into 0.5µm steps.
- validating of matching pins for manufacturers
- validating of thin-walled parts, no deformation by mechanical forces
- PKD-tools (polycrystalline diamond PKD) are only measured by optical methods
- axles in electrix tooth brushes, 1.406 mm
- diametres of cannulas and catheters in medicine
- diametres of coated wire, coat thickness